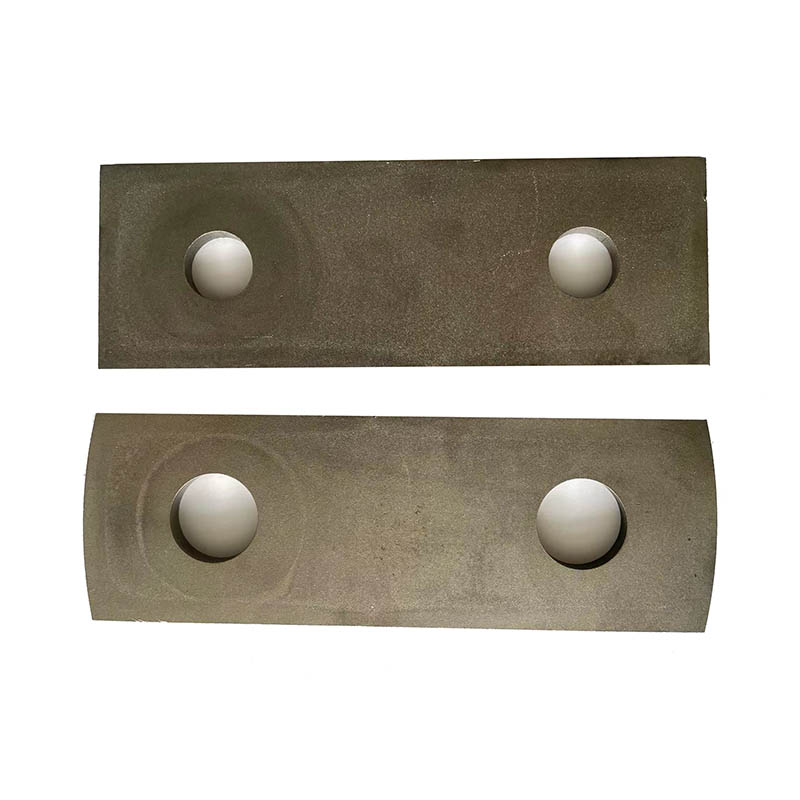
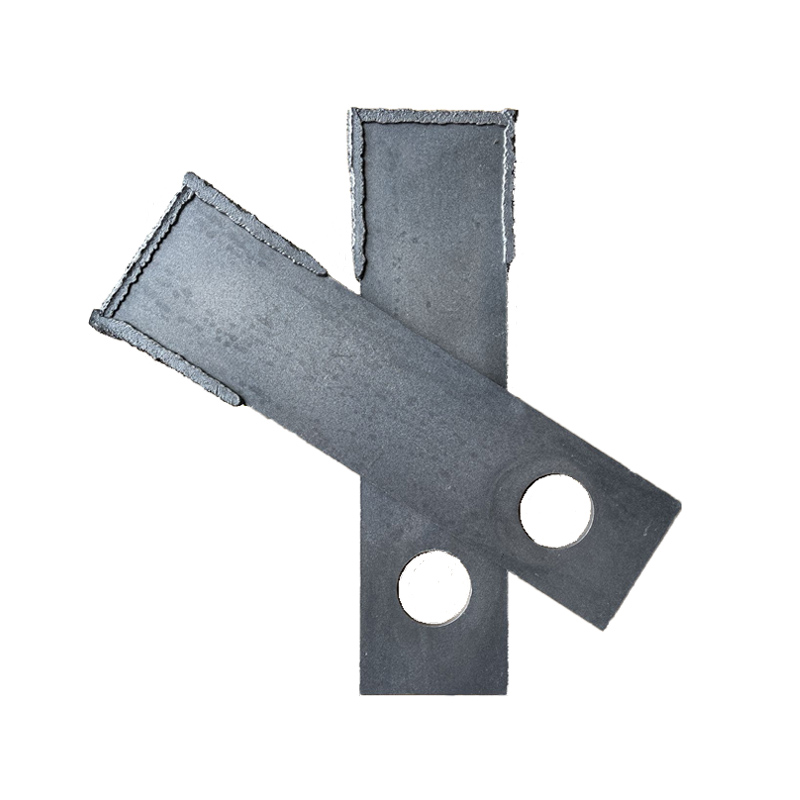
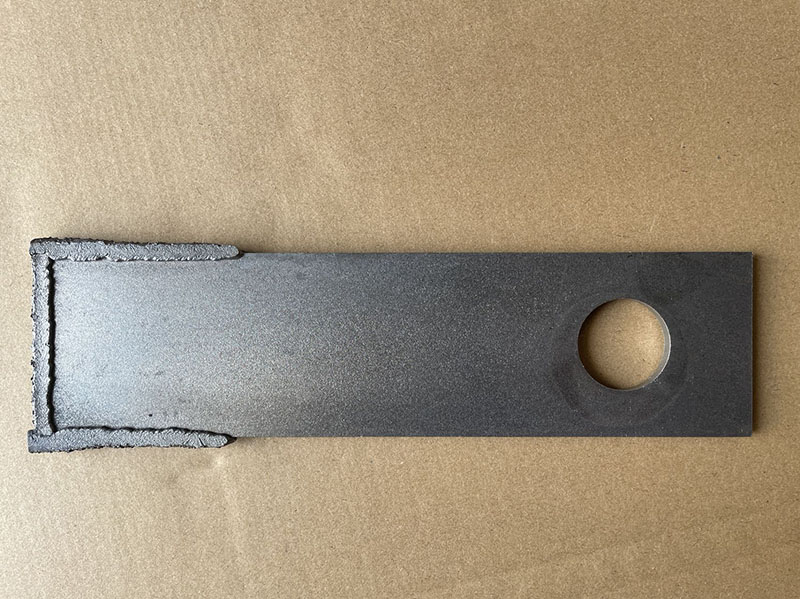
Volframkarbíð hamarblað með einu gati


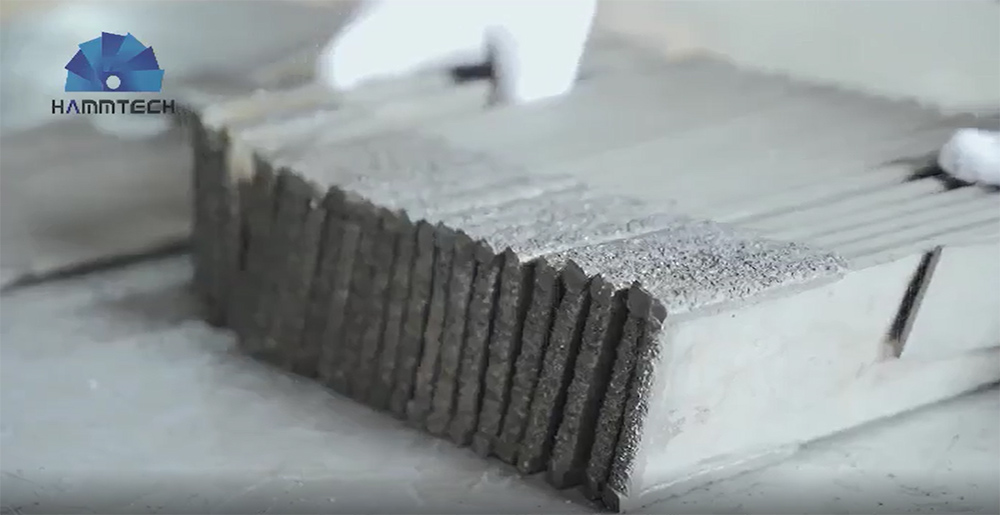
Yfirborðsherðing
Volframkarbíðblöndu er lögð ofan á vinnubrúnir hamarblaðsins, með þykkt lags upp á 1 til 3 mm. Samkvæmt niðurstöðum prófunarinnar er endingartími hamarblaða úr suðu úr wolframkarbíði 7 til 8 sinnum lengri en hjá 65Mn hertu hamarblöðum, en framleiðslukostnaðurinn er meira en tvöfalt hærri.
Nákvæmni vinnslu
Hamarinn er hraðvirkur hluti og nákvæmni framleiðslu hans hefur mikil áhrif á jafnvægi snúningshluta pulverizersins. Almennt er krafist þess að massamunurinn á milli tveggja hópa hamra á snúningshlutanum sé ekki meiri en 5 g. Þess vegna verður að hafa strangt eftirlit með nákvæmni hamarsins meðan á vinnsluferlinu stendur, sérstaklega þegar kemur að yfirborðsmeðferð á wolframkarbíðihamrum, og gæði yfirborðsmeðferðarinnar verður að vera stranglega tryggð. Hamarblöðin ættu að vera sett upp í settum og handahófskennd skipti á milli setta eru ekki leyfð.
Magn og fyrirkomulag
Fjöldi og uppröðun hamarblaða á snúningshluta hamarmyllunnar hefur áhrif á jafnvægi snúningshlutans, dreifingu efna í mulningshólfinu, einsleitni hamarslits og skilvirkni mulningsvélarinnar.
Fjöldi hamarblaða er mældur með fjölda hamarblaða á hverja einingu af breidd snúningshluta (hamarþéttleiki). Ef þéttleikinn er of mikill til að snúningshlutinn geti ræst togkraftinn, efnið er höggið oftar og kWh afköstin minnka; ef þéttleikinn er of lítill til að afköst mulningsvélarinnar verði fyrir áhrifum.
Uppröðun hamarblaðanna vísar til hlutfallslegrar staðsetningar milli hópa hamarblaða á snúningshlutanum og milli sama hóps hamarblaða. Uppröðun hamarblaðanna er best til að uppfylla eftirfarandi kröfur: þegar snúningshlutinn snýst endurtekur braut hvers hamarblaðs sig ekki; efnið færist ekki til hliðar í mulningshólfinu undir hamarblöðunum (nema við sérstakar kröfur); snúningshlutinn er jafnvægur hvað varðar kraft og titrar ekki við mikinn hraða.

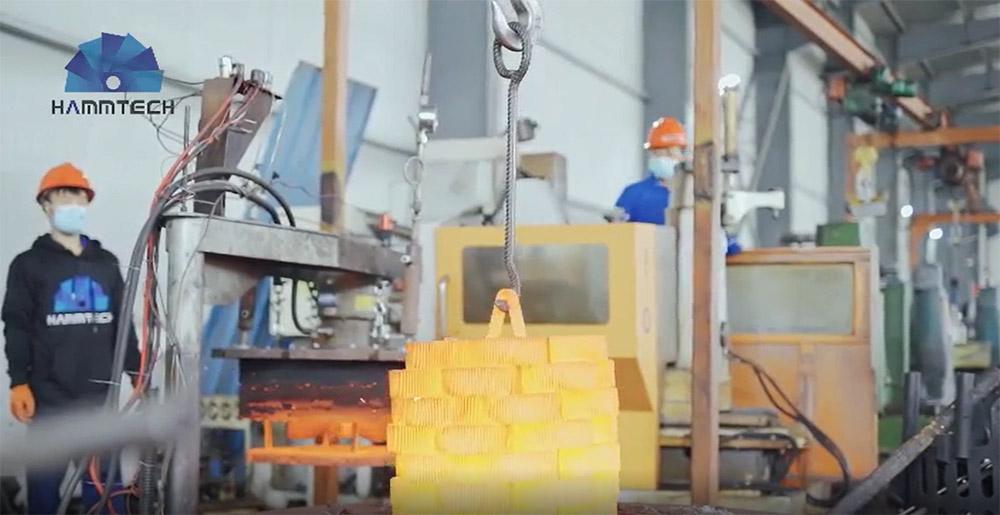
Vinnuregla
Hópur hamarblaða snýst með rafleiðni og eftir að hafa náð ákveðnum hraða verður efnið sem fært er inn í vélina mulið (stórt brotið smátt) og undir áhrifum viftunnar verður mulið efnið losað úr vélinni í gegnum götin á skjánum.
Vöruskipti
Hamarblaðið er virkur hluti mulningsvélarinnar sem lendir beint á efninu og er því sá hluti sem slitnar hraðast og oftast er skipt út fyrir. Þegar fjórir vinnuhorn hamarblaðanna eru slitin ætti að skipta þeim út tímanlega.